

东莞市赛朗密封科技有限公司
手机:13450082237
电话:0769-22210391
传真:0769-22217692
网址:www.sllseals.com
邮箱:13450082237@163.com
地址:广东省东莞市东城街道桑园社区银贵路6号
在工业密封领域,聚氨酯PU异形密封圈因其出色的耐磨性、抗撕裂性和耐油性,被广泛应用于液压、气动及往复运动设备中。然而,异形截面(如Y型、U型、V型及多唇复合结构)给加工带来了区别于标准O型圈的独特挑战。要确保密封圈在高压、动态工况下的长期可靠性,加工过程需从材料预处理、模具设计、硫化工艺到后处理阶段进行系统控制。
材料准备与预成型控制
异形密封圈的加工起点在于混炼胶的均匀性。由于异形件截面厚度变化较大,胶料中炭黑、硫化剂及增塑剂的分散度直接影响硫化速度和收缩率。加工前需对批次胶料进行门尼粘度检测,并根据环境湿度调整停放时间。对于硬度在邵氏A 85以上的高硬度配方,建议采用低温塑炼工艺,避免分子链降解。预成型阶段,依据异形截面的周长和体积,计算条料长度,采用冷喂料挤出机获得等截面坯料,并在坯料表面喷涂适量脱模剂,防止硫化时因流动阻力不均产生填充缺料。
模具结构与分型面设计
异形密封圈的多唇边、倒角及沟槽特征要求模具分型面避开关键密封工作面。通常将分型线设置在非接触的背部或安装倒角处,以减少飞边对密封唇口圆角的影响。对于带有金属骨架或织物增强层的复合异形件,模具需设计骨架定位销和溢胶槽,确保增强材料在模腔内无位移。加工钢制模具时,型腔表面粗糙度需控制在Ra0.2μm以下,并镀硬铬处理,以提升脱模性能和产品表面光洁度。针对薄壁异形部位,模具增设排气镶块或采用真空辅助排气,防止气体滞留造成缺胶或气泡。
硫化工艺参数的多段调节
异形截面导致胶料在模腔内受热历史不一致。厚大部位与薄唇边的硫化速率存在差异,因此不宜采用恒定温度。使用多段升温程序:初期低温(155-160℃)充模保压,使胶料在压力下充分流动并填充尖角区域;中期升至170-175℃进行主硫化,此时需监控模腔内部实际温度,而非仅依赖热板显示值。硫化压力应保持在15-20MPa范围内,并根据产品投影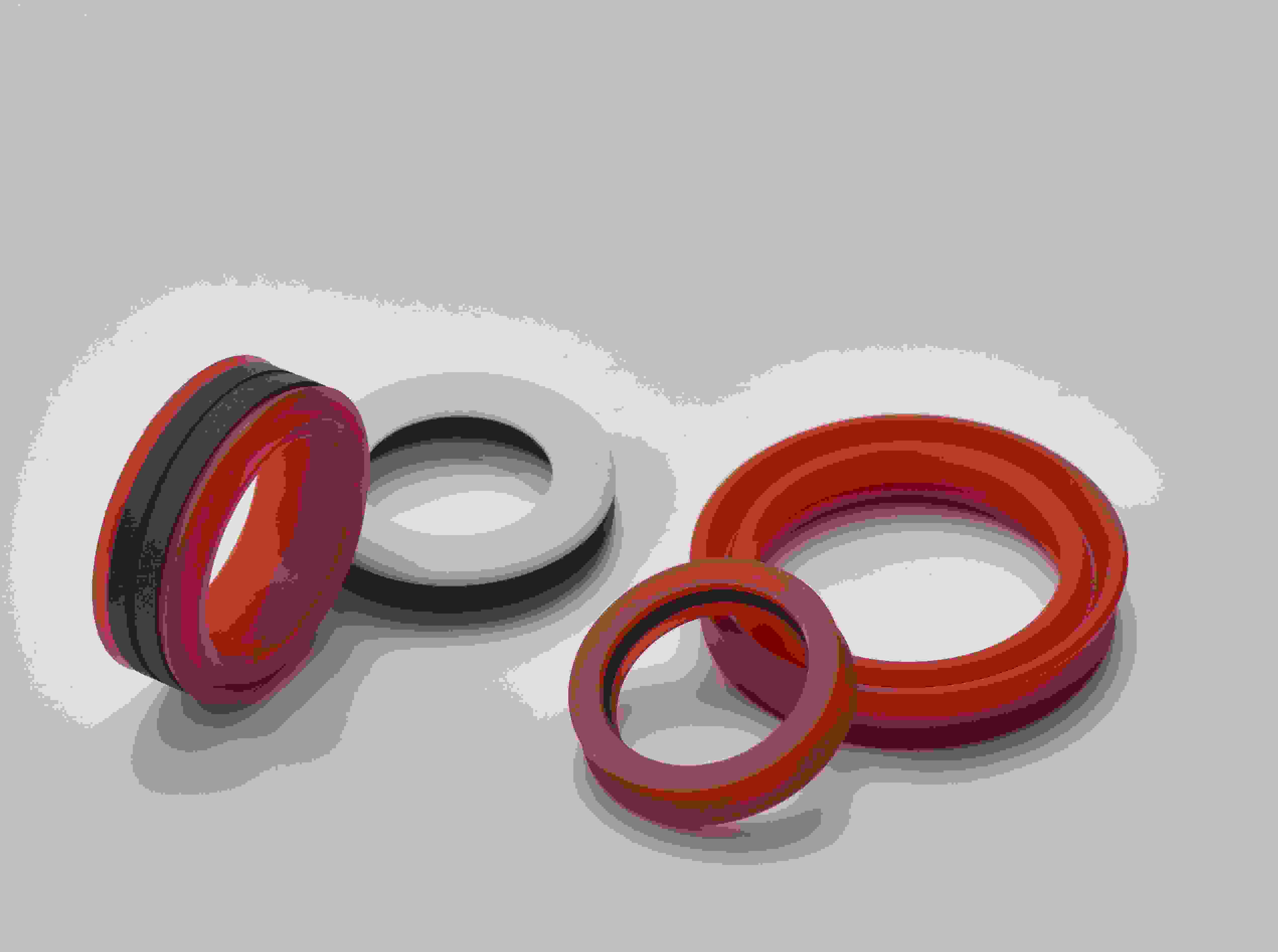 面积调整锁模力,防止溢边过量。对于大型异形件,可采用注压成型工艺,通过螺杆注射控制胶料入模速度,降低早期焦烧风险。
面积调整锁模力,防止溢边过量。对于大型异形件,可采用注压成型工艺,通过螺杆注射控制胶料入模速度,降低早期焦烧风险。
飞边去除与尺寸稳定性处理
硫化成型的异形密封圈必然存在分型线飞边,但异形件的复杂轮廓使得冷冻修边或手工修边难以兼顾所有部位。建议在模具设计阶段预留0.1-0.15mm的修边余量,出模冷却后采用低温冷冻修边机,配合尼龙弹丸撞击去除飞边,并针对唇口部位辅助以激光标识线作为修边参考。对于尺寸收缩率的补偿,需依据每批次胶料的硫化曲线变化,在模具加工时预留1.5%-2.8%的修正系数,且实际生产每50件需抽检关键安装尺寸和唇口直径,并根据检测结果微调硫化温度或保压时间。
后处理与检测验证
异形密封圈加工完成后,建议进行二次热空气烘烤(120℃×2小时),以稳定内部交联网络并释放残余应力,这一步骤对改善低温回弹性能有明显作用。检测环节除常规的硬度、拉伸强度测试外,应针对异形截面制作专用线切割试片,进行压缩变形测试(70℃×24小时,25%压缩率)。对于动态应用场景,增加往复摩擦试验和低压泄漏检测,观察唇边在微小形变下是否出现卷曲或裂纹。每批次产品需留存标准样品,用于对比后续加工中尺寸波动的允许范围。
总体而言,聚氨酯PU异形件加工的难点在于材料流动性、模具排气与硫化热历史之间的平衡。通过预成型坯料重量控制、分型面优化以及硫化过程中的动态压力补偿,可以显著降低废品率。实际生产中,加工参数的调整需要结合设备状态和现场环境,建立批次追溯记录,以便在出现尺寸偏差时及时回溯至混炼或装模环节。对于多腔模具,各腔之间的温差应控制在±1.5℃以内,并定期校准热电偶。只有将每一个工艺细节纳入标准化作业指导书中,聚氨酯PU异形密封圈的质量一致性才能得到保障,从而满足不同工况下的密封寿命要求。定期对模具进行抛光和尺寸复测,也是维持异形件加工精度的必要措施。在量产阶段,每批产品应保留至少3件进行剖切检测,观察内部有无气孔或分层,确保加工工艺的长期稳定性。通过上述要点的系统执行,企业能够稳健地控制聚氨酯PU异形密封圈的生产品质,降低后续客户处的装配故障率。

contact us
东莞市赛朗密封科技有限公司
全国服务热线:0769-22210391
手机(Tel):13450082237
传真(Fax):0769-22217692
网址:www.sllseals.com
地址(Add):广东省东莞市东城街道桑园社区银贵路6号
service
0769-22210391分机802
服务热线



 淘宝旺旺
淘宝旺旺
